
Lubricants influence safety performance
Conor Wilkinson, Industrial Field Marketing Advisor, ExxonMobil Fuels
You may already know that using high quality lubricants can enhance equipment protection, energy efficiency and increase productivity, but can high quality lubricants help reduce employee risk and improve your safety performance?
Human-Machine Interaction (HMI) is one of the leading risk factors in the industrial workplace.
In fact, according to the National Institute for Occupational Safety & Health (NIOSH), machine-related injuries were the second leading cause of occupational fatalities in the United States between 1980 and 1995 and between 1992 and 2001, with an annual average of 148 fatal and 318,488 non-fatal, occupational, caught-in-running-machinery accidents.*
More recent industry trends have identified that HMI is of particular relevance in high risk industries, such as chemical, electrical, nuclear and transport, due to their more complex production technology and processes, an increase in operators’ mental work load and the consequent risk of error.
Research shows that the age and experience of machine operators are important factors in the accident risk associated with machinery operation, and that most machine-related accidents result from operational failure.
It stands to reason, then, that reducing the risk of equipment failure – and therefore the requirement for HMI – will reduce the risk exposure to employees in industrial environments.
High performance, synthetic lubricants can offer increased protection of industrial equipment as compared to conventional, mineral-based lubricants.
The advanced proprietary additive technologies we use in our Mobil SHC™ synthetic lubricants can help provide excellent protection against conventional wear modes, leading to better component protection and equipment durability.
The high viscosity index of fully synthetic lubricants also means that they remain more viscous than conventional mineral products at high temperatures, reducing the chance for metal-to-metal contact that would cause permanent equipment damage. Bearing failure is a primary cause of the unplanned, mechanical failure of rotating equipment, which causes production losses and leads to necessary HMI, thereby exposing employees to the associated risk.
The graph below illustrates the performance difference of Mobil SHC™ Gear as compared to a conventional industrial gear oil in a standard FAG FE8 Stage 1 bearing test.
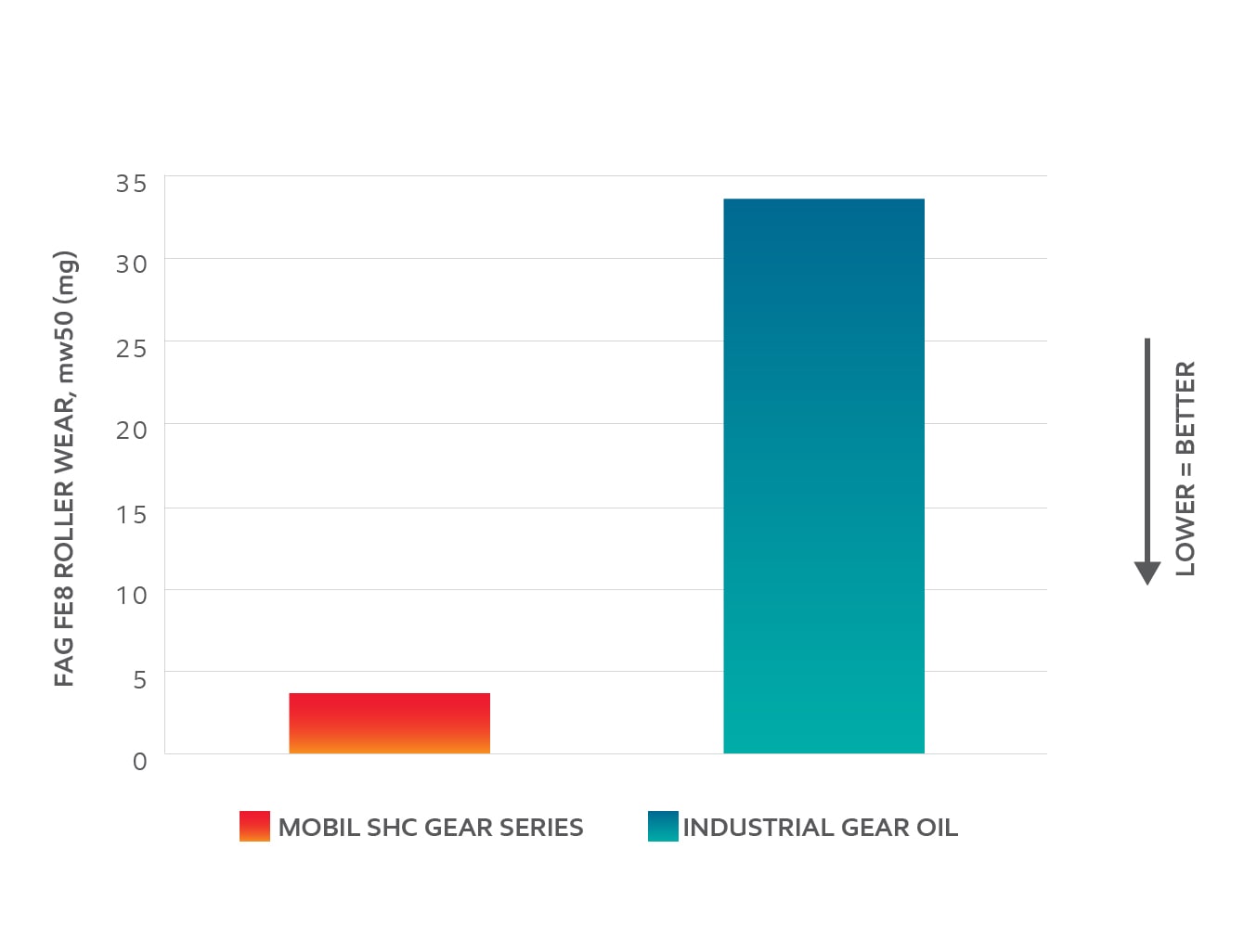
The test result demonstrates the increased protection a high performance lubricating oil can provide, minimizing the risk of equipment failure.
Another requirement for employee/equipment interaction comes when lubricating oil changes are required. Oil changes occur either at set maintenance intervals, on manufacturer’s recommendations or based on the oil condition, as determined by oil analysis.
The limiting factor in lubricating oil life is often its oxidation resistance. All oils will oxidize over time, leading to deposit formation, viscosity increase and increased acidity, rendering an oil change necessary. The oxidation process is accelerated at elevated temperatures.
Synthetic lubricating oils have much greater oxidation resistance than conventional oils and have been shown to extend oil life up to six times versus standard mineral gear oils, especially at elevated operating temperatures.
Extended oil drain intervals (ODIs) reduce the requirement for equipment interaction to perform an oil change. In addition, the reduced lubricant consumption means lower lubricant purchase costs, reduced labor costs associated with oil changes and potentially increased production due to reduced downtime.
Increasing the ODI potential in remote applications can have particularly significant safety benefits. For example, in offshore wind turbines or oil and gas platform operation, key safety metrics involve minimizing the time that employees are required to spend offshore or “up tower,” due to the increased associated risk exposure. Reducing the need for operators to visit equipment to perform unnecessary oil changes is a real advantage in such industries.
A personal example of overcoming a safety issue with a lubrication solution came with a paper mill customer that I serviced when working as a field engineer.
The mill design incorporated a critical gearbox application that was situated at an elevated position. Operators needed to work at height when an oil change was required, which had been identified by the site safety advisor as one of the biggest risks for major injuries on site. In addition, the manual-handling requirement for the oil change made for a high-risk operation.
We were able to overcome this problem by replacing the gearbox oil with a semi-fluid, synthetic grease product in a fill-for-life solution.
The semi-fluid grease we selected could still provide optimum lubrication to ensure protection for the equipment while removing the requirement to perform oil changes, therefore reducing the need for human-machine interaction. It was also a much more cost-effective solution than the alternative of redesigning the process to relocate the gearbox to a more serviceable location.
Ultimately, our high performance lubricants and the application expertise of our engineers and sales teams were able to help our customer minimize risk in their operations and improve their safety performance.
-

Mobil SHC™ synthetic lubricants
Mobil SHC™ synthetic lubricants are designed to protect equipment operating under severe conditions while extending equipment life and oil life.
-

How to calculate savings from conversion to synthetic lubricant
Learn how to calculate savings realized from your conversion to an advanced lubricant for your equipment.

